
Трубогибы для уголка
Уголки изготавливаемые по ГОСТ 8509-93, ГОСТ 13737-90, ГОСТ 8510-86 и т. д. могут изгибаться как полкой наружу, так и полкой во внутрь. Исходя из этого изготавливается и оснастка для их гибки. Уголок гнется на станках работающих способами наматывания, когда необходимы малые радиусы гиба, а также способом вальцовки, для изготовления дуг и колец.

Полуавтоматический трубогиб с ЧПУ CE-30/2 PARTNER 2-х
Макс. диаметр трубы 30x1,5 мм
Назначение: Г, П, U образные детали
ПОДРОБНЕЕ
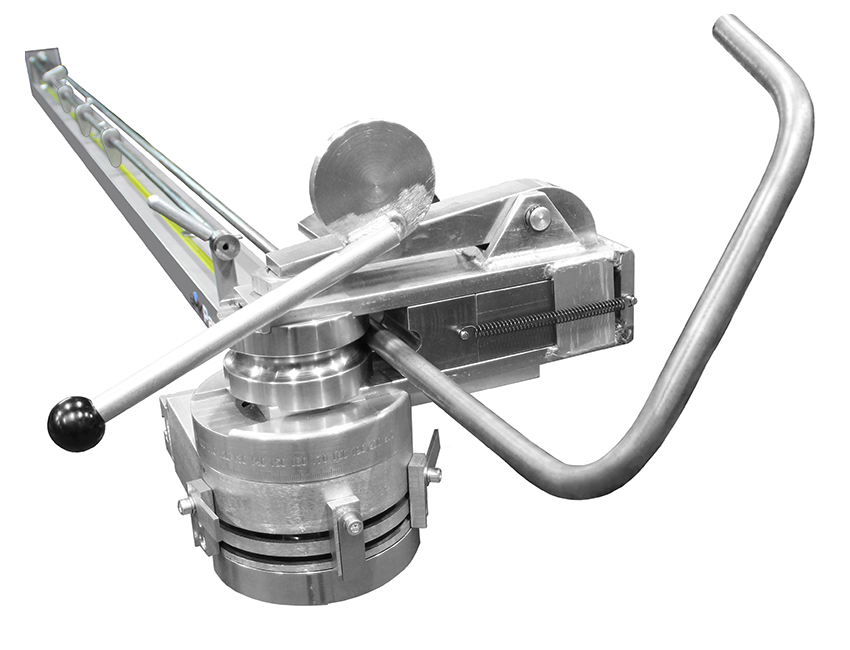
Ручной 3-х координатный трубогиб CM-30/3 PARTNER
Макс. диаметр трубы 30x1,5 мм
Назначение: сложные, пространственные изделия
ПОДРОБНЕЕ
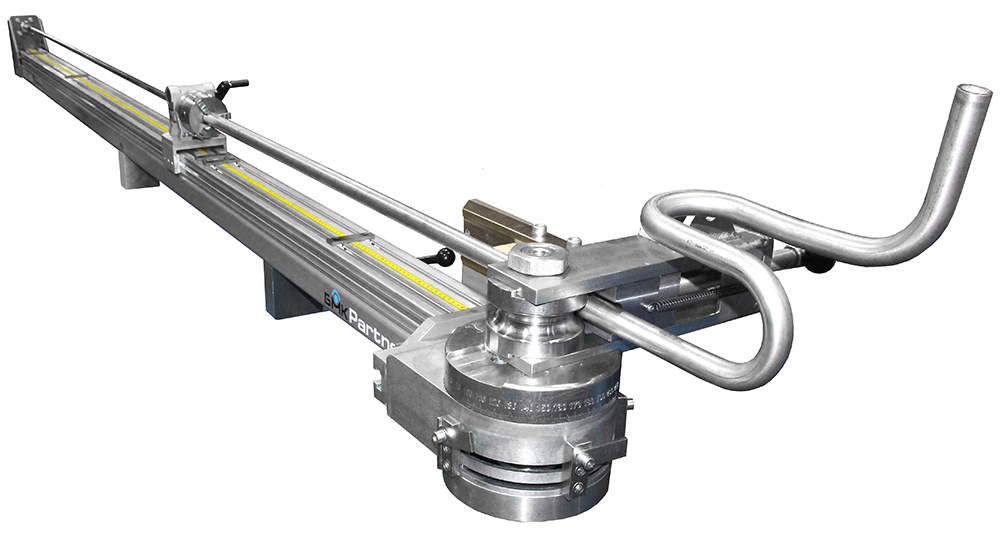
Ручной 2-х координатный трубогиб CM-30/2 PARTNER
Макс. диаметр трубы 30x1,5 мм
Назначение: Г, П, U образные детали
ПОДРОБНЕЕ


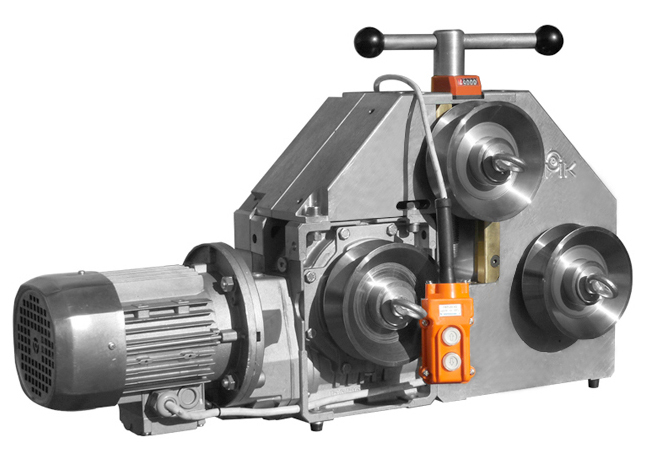
Электрический профилегиб 3RE-30 JUNIOR
Макс. диаметр трубы 30x1,5 мм
Назначение: дуги, кольца, спирали
ПОДРОБНЕЕ

Ручной профилегиб 3RM-30 START
Макс. диаметр трубы 30x1,5 мм
Назначение: дуги, кольца, спирали
ПОДРОБНЕЕ
На станках работающих способом наматывания гибка осуществляться на необходимый угол в бездорновом режиме. Трубогиб должен иметь гибочный ролик, зажим, вставку скользящего башмака и вставку блокиратора пружинения.
Особенностью гибки уголка на вальцевых трубогибах (профилегибах) является обязательное наличие 2-х механизмов подъема шага винта спирали. При гибке уголок всегда стремиться образовать, так называемую «саблю», а механизмы подъема шага винта спирали создают преднатяг исключающий данный эффект.